3. Gráficos por Atributos
Los gráficos de control de atributos se utilizan en los casos en que las características de calidad no pueden expresarse en términos de valores numéricos.
Ejemplo 1:
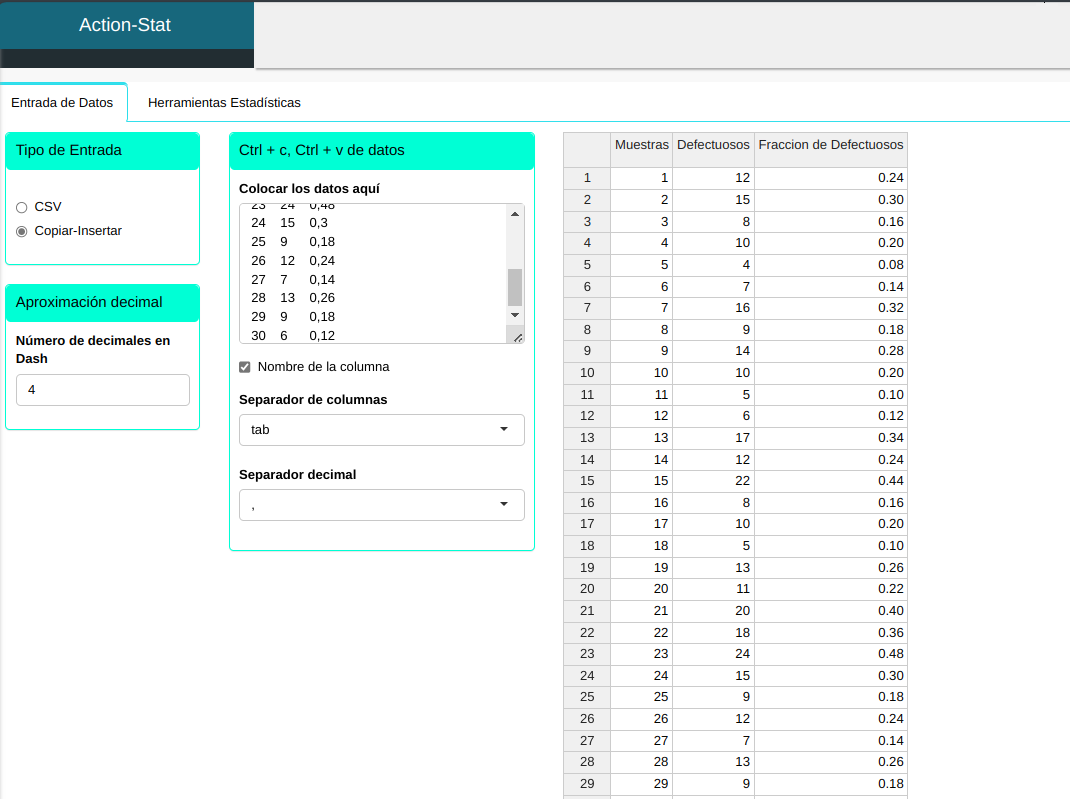
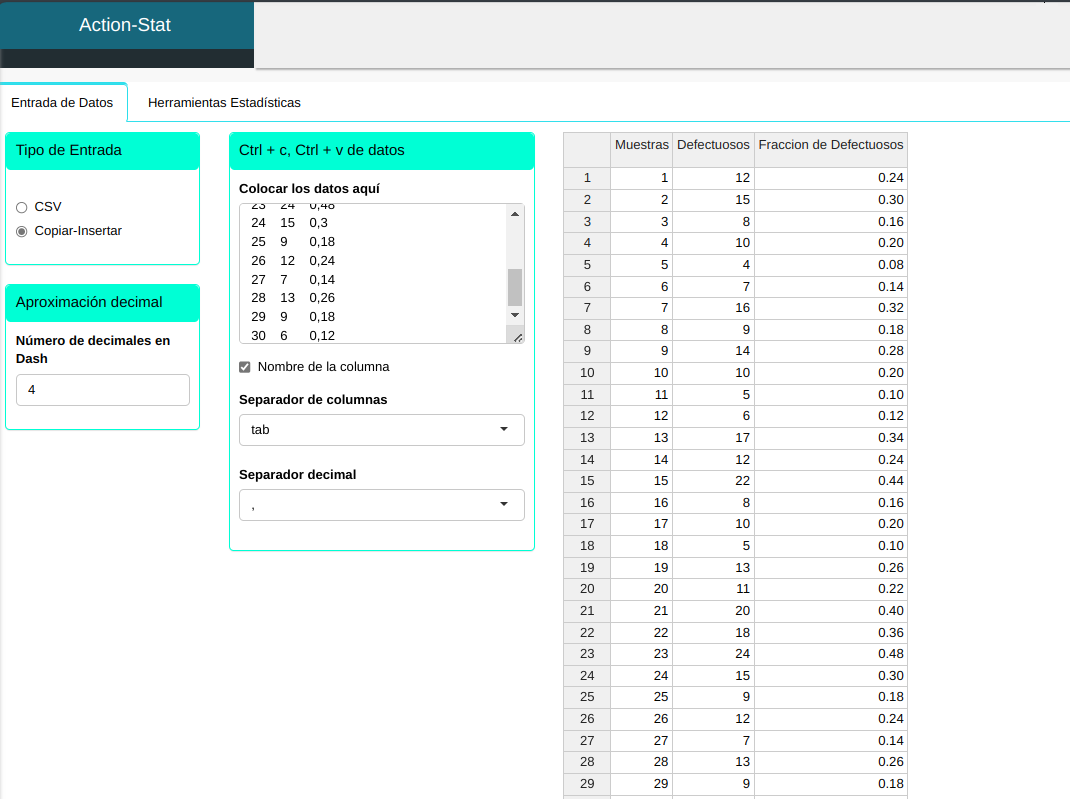
Una fábrica de jugo de naranja presentó los siguientes datos que se presentan a continuación en la tabla sobre el número de latas abolladas (Defectuosos). En este ejemplo, el tamaño de cada muestra es constante y tiene un valor de 50.
| Muestras | Defectuosos | Fracción de Defectuosos |
|---|---|---|
| 1 | 12 | 0.24 |
| 2 | 15 | 0.30 |
| 3 | 8 | 0.16 |
| 4 | 10 | 0.20 |
| 5 | 4 | 0.08 |
| 6 | 7 | 0.14 |
| 7 | 16 | 0.32 |
| 8 | 9 | 0.18 |
| 9 | 14 | 0.28 |
| 10 | 10 | 0.20 |
| 11 | 5 | 0.10 |
| 12 | 6 | 0.12 |
| 13 | 17 | 0.34 |
| 14 | 12 | 0.24 |
| 15 | 22 | 0.44 |
| 16 | 8 | 0.16 |
| 17 | 10 | 0.20 |
| 18 | 5 | 0.10 |
| 19 | 13 | 0.26 |
| 20 | 11 | 0.22 |
| 21 | 20 | 0.40 |
| 22 | 18 | 0.36 |
| 23 | 24 | 0.48 |
| 24 | 15 | 0.30 |
| 25 | 9 | 0.18 |
| 26 | 12 | 0.24 |
| 27 | 7 | 0.14 |
| 28 | 13 | 0.26 |
| 29 | 9 | 0.18 |
| 30 | 6 | 0.12 |
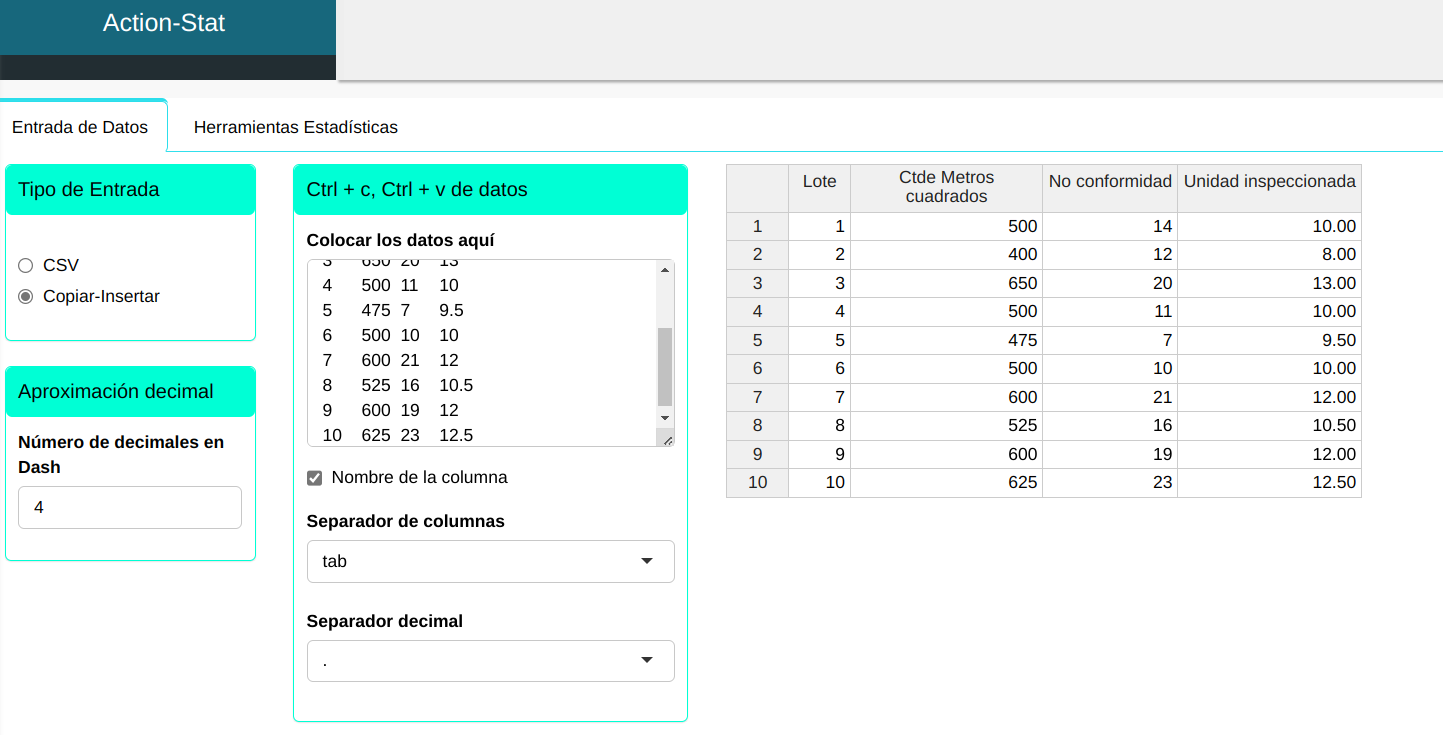
Hacemos el upload de los datos en el sistema:
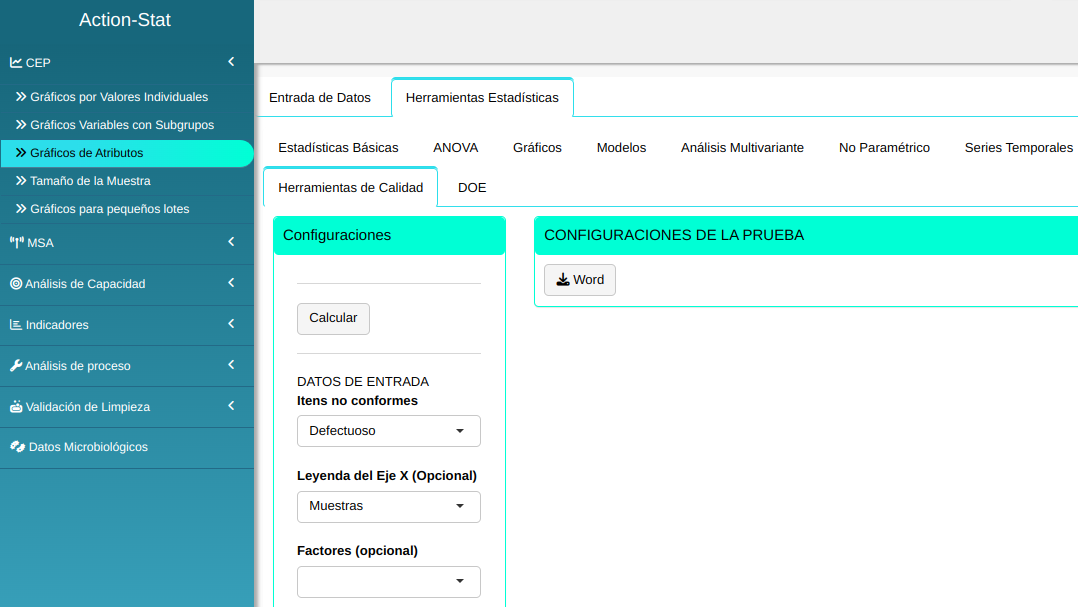
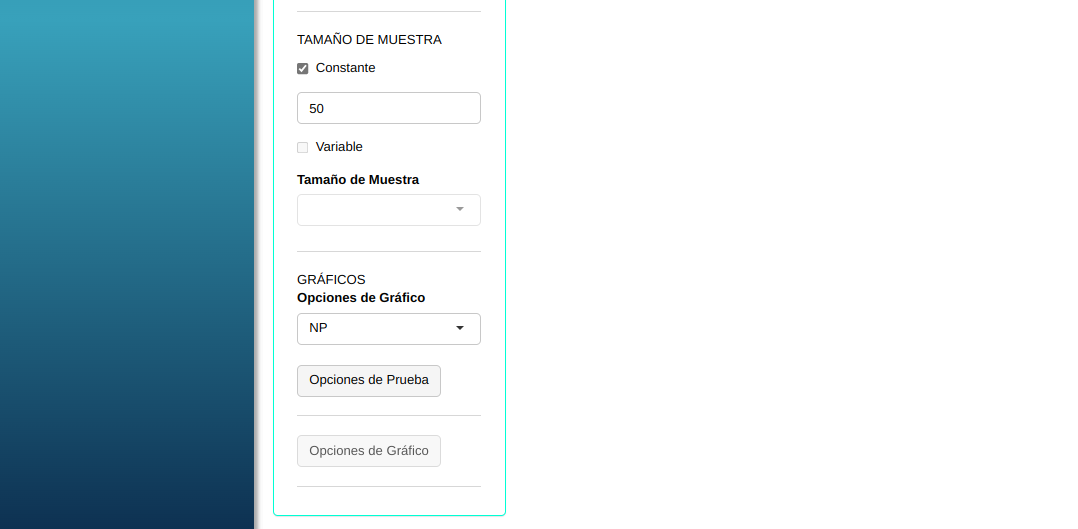
Realizaremos el análisis, y configuramos conforme la figura abajo.
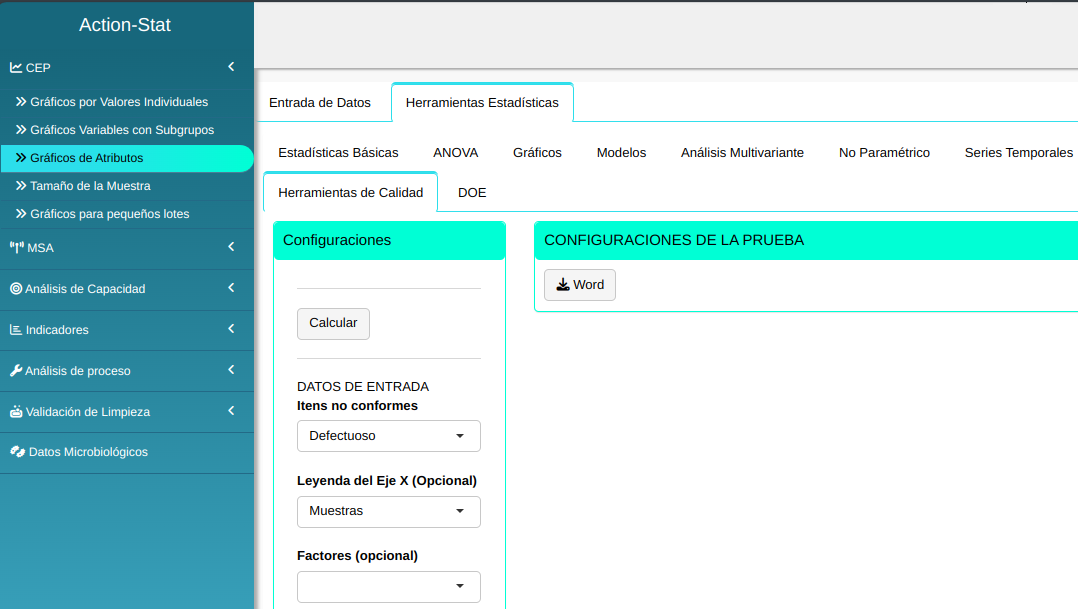

- Haga clic en “Opciones de prueba” para marcar las pruebas que se desea realizar. En algunas de estas pruebas podemos cambiar el número de puntos, los puntos predefinidos para el software es 1, 9, 6 y 14 puntos respectivamente. Para este ejemplo, ejecutaremos todas las pruebas y dejaremos el número de puntos predeterminado por el software y damos OK.
En seguida, haga un clic en Calcular para obtener los resultados. También es posible generar los análisis y descargar en el formato Word.

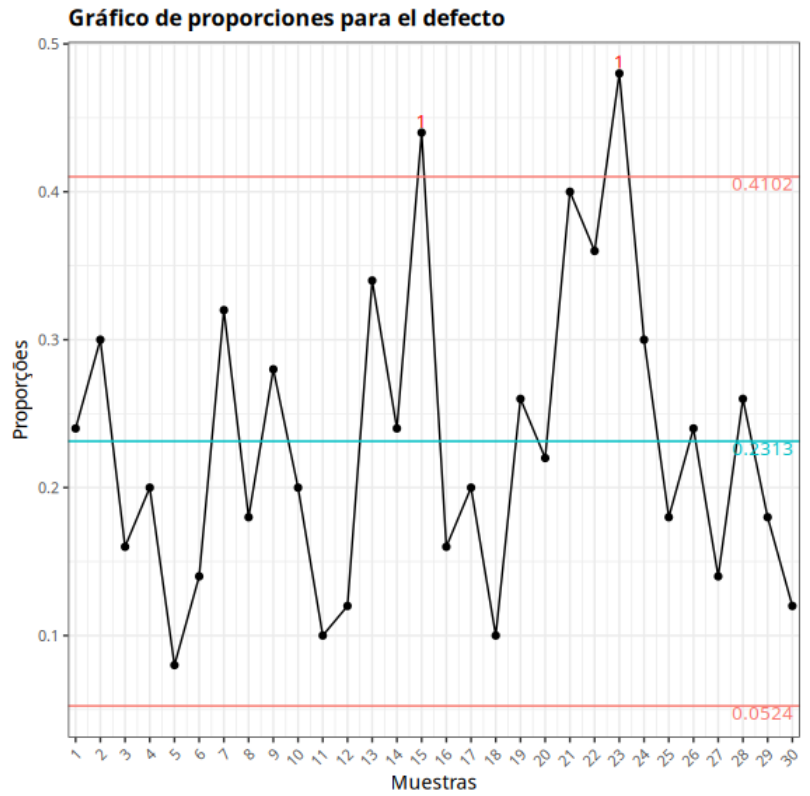
Los resultados son:
Gráfico de proporciones para el defecto
| Línea central | Límite Inferior: | Límite Superior: | Fracción de Defectuosos |
|---|---|---|---|
| 0.231 | 0.052 | 0.41 | 0.24 |
| 0.231 | 0.052 | 0.41 | 0.3 |
| 0.231 | 0.052 | 0.41 | 0.16 |
| 0.231 | 0.052 | 0.41 | 0.2 |
| 0.231 | 0.052 | 0.41 | 0.08 |
| 0.231 | 0.052 | 0.41 | 0.14 |
| 0.231 | 0.052 | 0.41 | 0.32 |
| 0.231 | 0.052 | 0.41 | 0.18 |
| 0.231 | 0.052 | 0.41 | 0.28 |
| 0.231 | 0.052 | 0.41 | 0.2 |
| 0.231 | 0.052 | 0.41 | 0.1 |
| 0.231 | 0.052 | 0.41 | 0.12 |
| 0.231 | 0.052 | 0.41 | 0.34 |
| 0.231 | 0.052 | 0.41 | 0.24 |
| 0.231 | 0.052 | 0.41 | 0.44 |
| 0.231 | 0.052 | 0.41 | 0.16 |
| 0.231 | 0.052 | 0.41 | 0.2 |
| 0.231 | 0.052 | 0.41 | 0.1 |
| 0.231 | 0.052 | 0.41 | 0.26 |
| 0.231 | 0.052 | 0.41 | 0.22 |
| 0.231 | 0.052 | 0.41 | 0.4 |
| 0.231 | 0.052 | 0.41 | 0.36 |
| 0.231 | 0.052 | 0.41 | 0.48 |
| 0.231 | 0.052 | 0.41 | 0.3 |
| 0.231 | 0.052 | 0.41 | 0.18 |
| 0.231 | 0.052 | 0.41 | 0.24 |
| 0.231 | 0.052 | 0.41 | 0.14 |
| 0.231 | 0.052 | 0.41 | 0.26 |
| 0.231 | 0.052 | 0.41 | 0.18 |
| 0.231 | 0.052 | 0.41 | 0.12 |
Puntos fuera de control
| Subgrupos | Valor | Prueba |
|---|---|---|
| 15 | 0.44 | 1 punto a más de 3 Sigmas de la línea central |
| 23 | 0.48 | 1 punto a más de 3 Sigmas de la línea central |
Ejemplo 2:
Consideremos en la tabla el número de no conformidades observadas en 26 muestras sucesivas de 100 circuitos impresos. Ten en cuenta que por conveniencia, el número de posibles no conformidades se limitó a 100, por lo que tenemos 26 muestras con 516 no conformidades, (Ejemplo de la tabla 2)
| Muestras | Número de no Conformidades |
|---|---|
| 1 | 21 |
| 2 | 24 |
| 3 | 16 |
| 4 | 12 |
| 5 | 15 |
| 6 | 5 |
| 7 | 28 |
| 8 | 20 |
| 9 | 31 |
| 10 | 25 |
| 11 | 20 |
| 12 | 24 |
| 13 | 16 |
| 14 | 19 |
| 15 | 10 |
| 16 | 17 |
| 17 | 13 |
| 18 | 22 |
| 19 | 18 |
| 20 | 39 |
| 21 | 30 |
| 22 | 24 |
| 23 | 16 |
| 24 | 19 |
| 25 | 17 |
| 26 | 15 |
Realizaremos el análisis. y configuramos conforme la figura abajo.
- Haga clic en Opciones de prueba para marcar las pruebas que se desea realizar. En algunas de estas pruebas podemos cambiar el número de puntos, los puntos predefinidos para el software es 1, 9, 6 y 14 puntos respectivamente. Para este ejemplo, ejecutaremos todas las pruebas y dejaremos el número de puntos predeterminado por el software y damos OK.
En seguida, haga un clic en Calcular para obtener los resultados. También es posible generar los análisis y descargar en el formato Word.
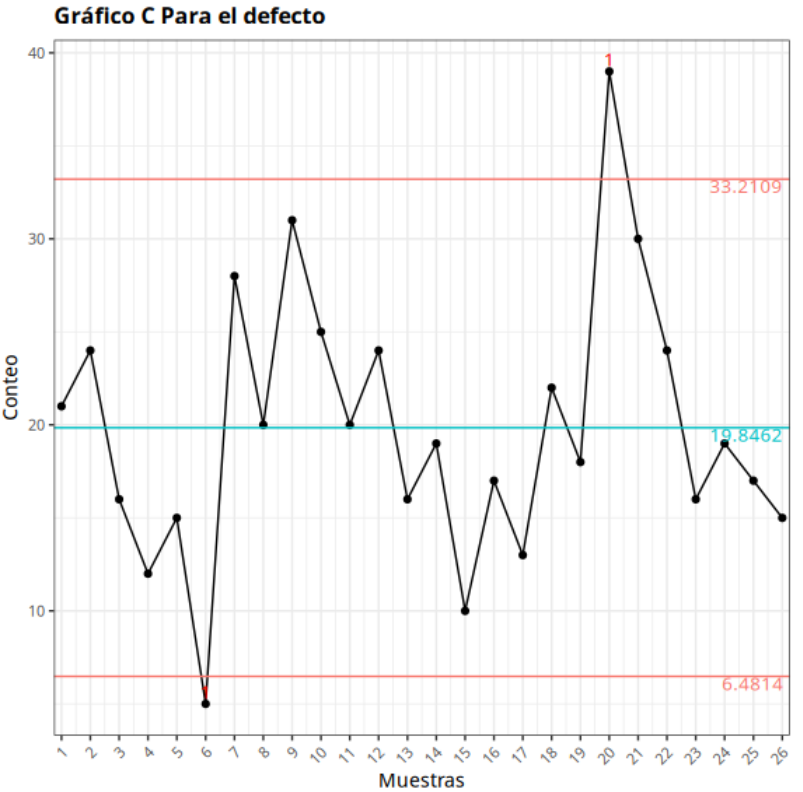
Los resultados son:
Gráfico C para el defecto
| Línea central | Limite Inferior | Límite Superior | Fracción de Defectuosos |
|---|---|---|---|
| 19.846 | 6.481 | 33.2109 | 0.42 |
| 19.846 | 6.481 | 33.2109 | 0.48 |
| 19.846 | 6.481 | 33.2109 | 0.32 |
| 19.846 | 6.481 | 33.2109 | 0.24 |
| 19.846 | 6.481 | 33.2109 | 0.3 |
| 19.846 | 6.481 | 33.2109 | 0.1 |
| 19.846 | 6.481 | 33.2109 | 0.56 |
| 19.846 | 6.481 | 33.2109 | 0.4 |
| 19.846 | 6.481 | 33.2109 | 0.62 |
| 19.846 | 6.481 | 33.2109 | 0.5 |
| 19.846 | 6.481 | 33.2109 | 0.4 |
| 19.846 | 6.481 | 33.2109 | 0.48 |
| 19.846 | 6.481 | 33.2109 | 0.32 |
| 19.846 | 6.481 | 33.2109 | 0.38 |
| 19.846 | 6.481 | 33.2109 | 0.2 |
| 19.846 | 6.481 | 33.2109 | 0.34 |
| 19.846 | 6.481 | 33.2109 | 0.26 |
| 19.846 | 6.481 | 33.2109 | 0.44 |
| 19.846 | 6.481 | 33.2109 | 0.36 |
| 19.846 | 6.481 | 33.2109 | 0.78 |
| 19.846 | 6.481 | 33.2109 | 0.6 |
| 19.846 | 6.481 | 33.2109 | 0.48 |
| 19.846 | 6.481 | 33.2109 | 0.32 |
| 19.846 | 6.481 | 33.2109 | 0.38 |
| 19.846 | 6.481 | 33.2109 | 0.34 |
| 19.846 | 6.481 | 33.2109 | 0.3 |
Puntos fuera de control
| Subgrupos | Valor | Prueba |
|---|---|---|
| 6 | 5 | 1 punto a más de 3 Sigmas de la linea central |
| 20 | 39 | 1 punto a más de 3 Sigmas de la linea central |
Ejemplo 3:
Una fábrica de jugo de naranja presentó los siguientes datos sobre número de latas abolladas (defectuosas), consulte la tabla a continuación. En este ejemplo tenemos que todas las muestras tienen tamaños constantes e iguales a 50.
| Muestras | Defectuosos | Fracción de Defectuosos |
|---|---|---|
| 1 | 12 | 0.24 |
| 2 | 15 | 0.30 |
| 3 | 8 | 0.16 |
| 4 | 10 | 0.20 |
| 5 | 4 | 0.08 |
| 6 | 7 | 0.14 |
| 7 | 16 | 0.32 |
| 8 | 9 | 0.18 |
| 9 | 14 | 0.28 |
| 10 | 10 | 0.20 |
| 11 | 5 | 0.10 |
| 12 | 6 | 0.12 |
| 13 | 17 | 0.34 |
| 14 | 12 | 0.24 |
| 15 | 22 | 0.44 |
| 16 | 8 | 0.16 |
| 17 | 10 | 0.20 |
| 18 | 5 | 0.10 |
| 19 | 13 | 0.26 |
| 20 | 11 | 0.22 |
| 21 | 20 | 0.40 |
| 22 | 18 | 0.36 |
| 23 | 24 | 0.48 |
| 24 | 15 | 0.30 |
| 25 | 9 | 0.18 |
| 26 | 12 | 0.24 |
| 27 | 7 | 0.14 |
| 28 | 13 | 0.26 |
| 29 | 9 | 0.18 |
| 30 | 6 | 0.12 |
Realizaremos el análisis, y configuramos conforme la figura abajo.
- Haga clic en “Opciones de prueba” para marcar las pruebas que se desea realizar. En algunas de estas pruebas podemos cambiar el número de puntos, los puntos predefinidos para el software es 1, 9, 6 y 14 puntos respectivamente. Para este ejemplo, ejecutaremos todas las pruebas y dejaremos el número de puntos predeterminado por el software y damos OK.
En seguida, haga un clic en Calcular para obtener los resultados. También es posible generar los análisis y descargar en el formato Word.
Los resultados son:
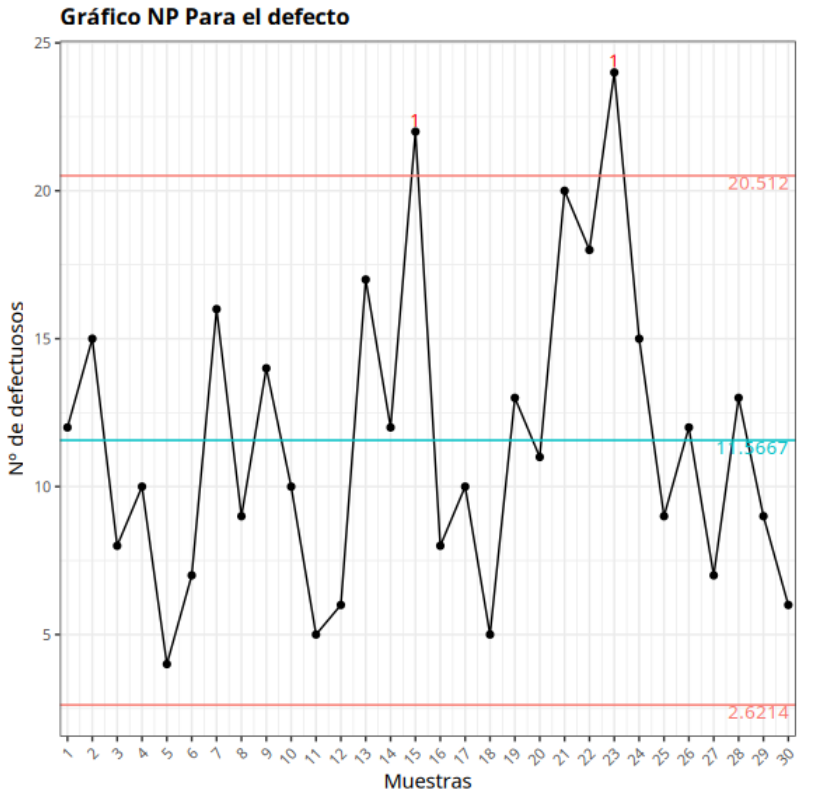
Gráfico NP para el defecto
| Línea central | Límite Inferior | Limite Superior | Fracción de Defectuosos |
|---|---|---|---|
| 11.567 | 2.621 | 20.512 | 0.24 |
| 11.567 | 2.621 | 20.512 | 0.3 |
| 11.567 | 2.621 | 20.512 | 0.16 |
| 11.567 | 2.621 | 20.512 | 0.2 |
| 11.567 | 2.621 | 20.512 | 0.08 |
| 11.567 | 2.621 | 20.512 | 0.14 |
| 11.567 | 2.621 | 20.512 | 0.32 |
| 11.567 | 2.621 | 20.512 | 0.18 |
| 11.567 | 2.621 | 20.512 | 0.28 |
| 11.567 | 2.621 | 20.512 | 0.2 |
| 11.567 | 2.621 | 20.512 | 0.1 |
| 11.567 | 2.621 | 20.512 | 0.12 |
| 11.567 | 2.621 | 20.512 | 0.34 |
| 11.567 | 2.621 | 20.512 | 0.24 |
| 11.567 | 2.621 | 20.512 | 0.44 |
| 11.567 | 2.621 | 20.512 | 0.16 |
| 11.567 | 2.621 | 20.512 | 0.2 |
| 11.567 | 2.621 | 20.512 | 0.1 |
| 11.567 | 2.621 | 20.512 | 0.26 |
| 11.567 | 2.621 | 20.512 | 0.22 |
| 11.567 | 2.621 | 20.512 | 0.4 |
| 11.567 | 2.621 | 20.512 | 0.36 |
| 11.567 | 2.621 | 20.512 | 0.48 |
| 11.567 | 2.621 | 20.512 | 0.3 |
| 11.567 | 2.621 | 20.512 | 0.18 |
| 11.567 | 2.621 | 20.512 | 0.24 |
| 11.567 | 2.621 | 20.512 | 0.14 |
| 11.567 | 2.621 | 20.512 | 0.26 |
| 11.567 | 2.621 | 20.512 | 0.18 |
| 11.567 | 2.621 | 20.512 | 0.12 |
Puntos fuera de control
| Subgrupos | Valor | Prueba |
|---|---|---|
| 15 | 22 | 1 punto a más de 3 Sigmas de la línea central |
| 23 | 24 | 1 punto a más de 3 Sigmas de la línea central |
Ejemplo 4:
Consideremos en la tabla el número de no conformidades observadas en 26 muestras sucesivas de 100 circuitos impresos. Ten en cuenta que por conveniencia, el número de posibles no conformidades se limitó a 100, por lo que tenemos 26 muestras con 516 no conformidades. (Ejemplo de la tabla 2)
| Muestras | Número de no Conformidades |
|---|---|
| 1 | 21 |
| 2 | 24 |
| 3 | 16 |
| 4 | 12 |
| 5 | 15 |
| 6 | 5 |
| 7 | 28 |
| 8 | 20 |
| 9 | 31 |
| 10 | 25 |
| 11 | 20 |
| 12 | 24 |
| 13 | 16 |
| 14 | 19 |
| 15 | 10 |
| 16 | 17 |
| 17 | 13 |
| 18 | 22 |
| 19 | 18 |
| 20 | 39 |
| 21 | 30 |
| 22 | 24 |
| 23 | 16 |
| 24 | 19 |
| 25 | 17 |
| 26 | 15 |
Realizaremos el análisis, y configuramos conforme la figura abajo
- Haga clic en Opciones de prueba para marcar las pruebas que se desea realizar. En algunas de estas pruebas podemos cambiar el número de puntos, los puntos predefinidos para el software es 1, 9, 6 y 14 puntos respectivamente. Para este ejemplo, ejecutaremos todas las pruebas y dejaremos el número de puntos predeterminado por el software y damos OK.
En seguida, haga un clic en Calcular para obtener los resultados. También es posible generar los análisis y descargar en el formato Word.
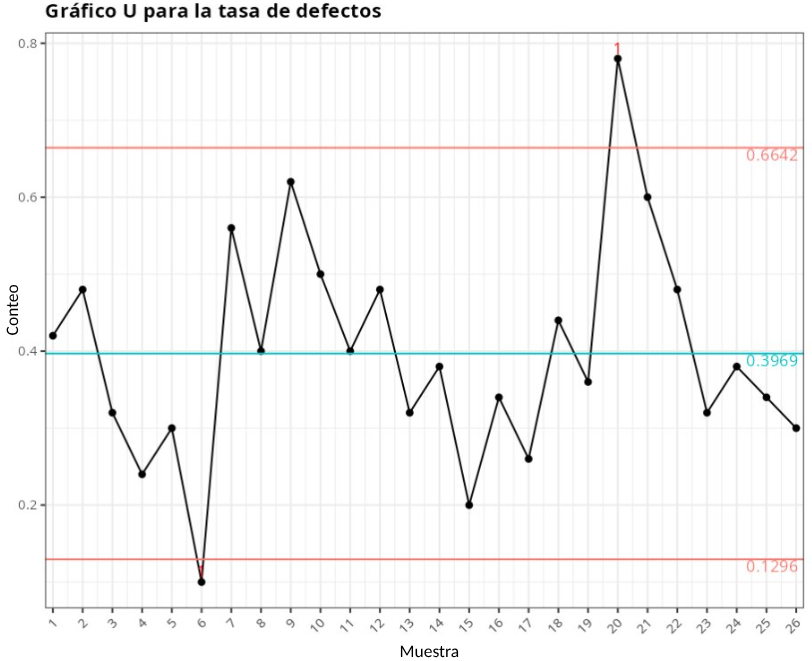
Los resultados son:
Gráfico de proporciones para el defecto
| Línea central | Límite Inferior: | Límite Superior: | Fracción de Defectuosos |
|---|---|---|---|
| 0.397 | 0.13 | 0.664 | 0.42 |
| 0.397 | 0.13 | 0.664 | 0.48 |
| 0.397 | 0.13 | 0.664 | 0.32 |
| 0.397 | 0.13 | 0.664 | 0.24 |
| 0.397 | 0.13 | 0.664 | 0.3 |
| 0.397 | 0.13 | 0.664 | 0.1 |
| 0.397 | 0.13 | 0.664 | 0.56 |
| 0.397 | 0.13 | 0.664 | 0.4 |
| 0.397 | 0.13 | 0.664 | 0.62 |
| 0.397 | 0.13 | 0.664 | 0.5 |
| 0.397 | 0.13 | 0.664 | 0.4 |
| 0.397 | 0.13 | 0.664 | 0.48 |
| 0.397 | 0.13 | 0.664 | 0.32 |
| 0.397 | 0.13 | 0.664 | 0.38 |
| 0.397 | 0.13 | 0.664 | 0.2 |
| 0.397 | 0.13 | 0.664 | 0.34 |
| 0.397 | 0.13 | 0.664 | 0.26 |
| 0.397 | 0.13 | 0.664 | 0.44 |
| 0.397 | 0.13 | 0.664 | 0.36 |
| 0.397 | 0.13 | 0.664 | 0.78 |
| 0.397 | 0.13 | 0.664 | 0.6 |
| 0.397 | 0.13 | 0.664 | 0.48 |
| 0.397 | 0.13 | 0.664 | 0.32 |
| 0.397 | 0.13 | 0.664 | 0.38 |
| 0.397 | 0.13 | 0.664 | 0.34 |
| 0.397 | 0.13 | 0.664 | 0.3 |
Puntos fuera de control
| Subgrupos | Valor | Prueba |
|---|---|---|
| 6 | 0.10 | 1 punto a más de 3 Sigmas de a línea central |
| 20 | 0.78 | 1 punto a más de 3 Sigmas de la línea central |
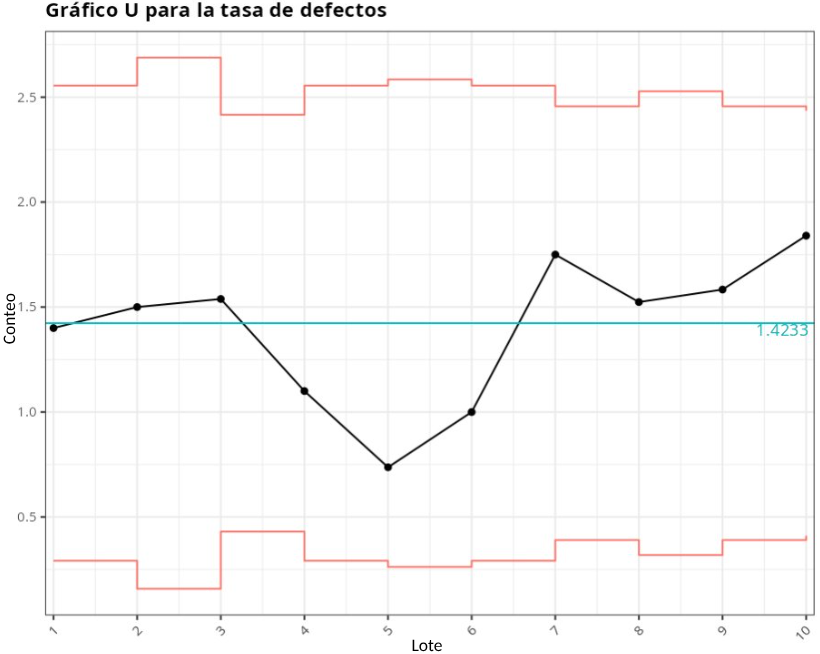
Ejemplo 5:
En una empresa textil, se inspecciona la ropa teñida para detectar aparición de defectos por cada 50 metros cuadrados. Los datos de los 10 lotes de inspección están ordenados en la tabla.
| Lote | Cantidad Metros cuadrados | No conformidad | Unidad inspeccionada |
|---|---|---|---|
| 1 | 500 | 14 | 10 |
| 2 | 400 | 12 | 8 |
| 3 | 650 | 20 | 13 |
| 4 | 500 | 11 | 10 |
| 5 | 475 | 7 | 9.5 |
| 6 | 500 | 10 | 10 |
| 7 | 600 | 21 | 12 |
| 8 | 525 | 16 | 10.5 |
| 9 | 600 | 19 | 12 |
| 10 | 625 | 23 | 12.5 |
Realizaremos el análisis, y configuramos conforme la figura abajo.
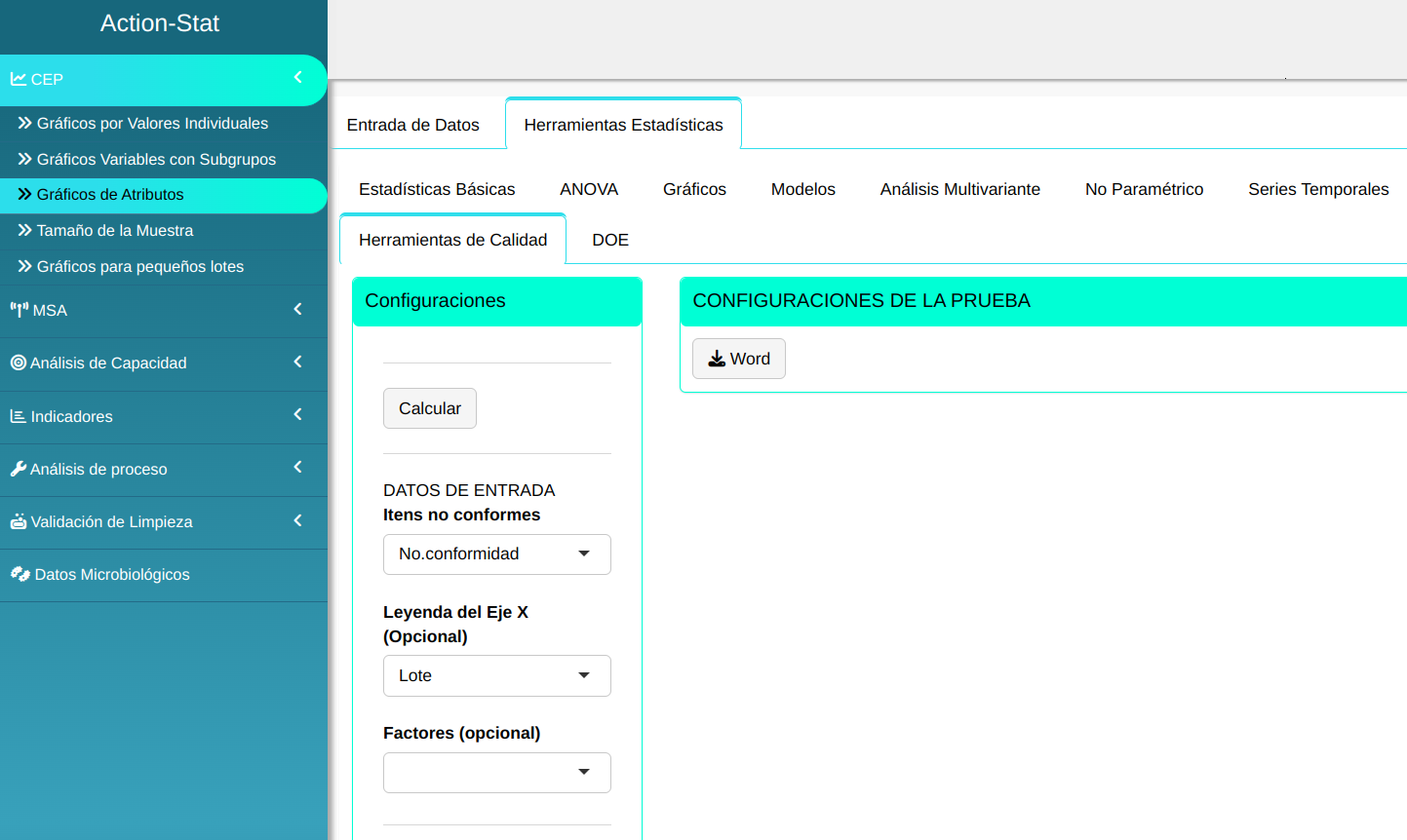
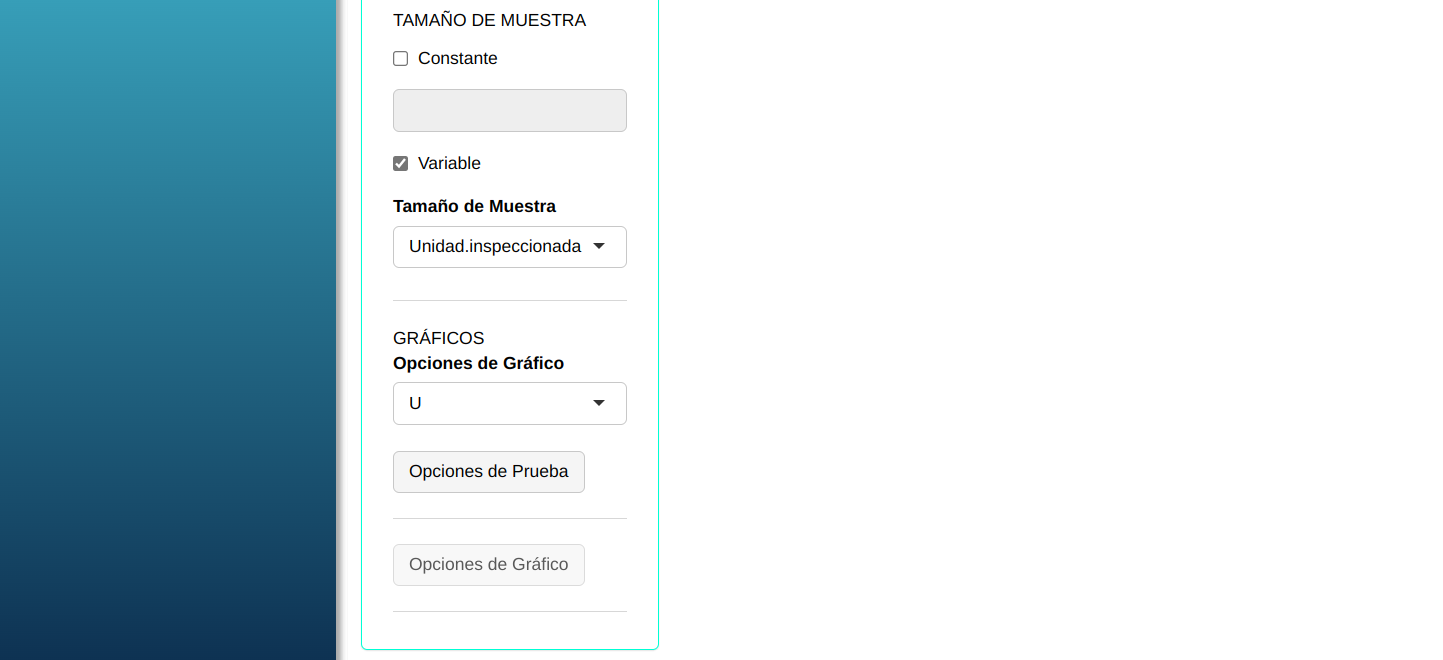
- Haga clic en “Opciones de prueba” para marcar las pruebas que se desea realizar. En algunas de estas pruebas podemos cambiar el número de puntos, los puntos predefinidos para el software es 1, 9, 6 y 14 puntos respectivamente. Para este ejemplo, ejecutaremos todas las pruebas y dejaremos el número de puntos predeterminado por el software y damos OK.
En seguida, haga un clic en Calcular para obtener los resultados. También es posible generar los análisis y descargar en el formato Word.
Los resultados son:
Gráfico de proporciones para el defecto
| Línea central | Límite Inferior | Límite Superior | Fracción de Defectuosos |
|---|---|---|---|
| 1.423 | 0.291 | 2.555 | 1.400 |
| 1.423 | 0.158 | 2.689 | 1.500 |
| 1.423 | 0.431 | 2.416 | 1.538 |
| 1.423 | 0.291 | 2.555 | 1.100 |
| 1.423 | 0.262 | 2.584 | 0.737 |
| 1.423 | 0.291 | 2.555 | 1.000 |
| 1.423 | 0.390 | 2.456 | 1.750 |
| 1.423 | 0.319 | 2.528 | 1.524 |
| 1.423 | 0.390 | 2.456 | 1.583 |
| 1.423 | 0.411 | 2.436 | 1.840 |